您好,欢迎来到上海仪器仪表行业协会!

宏观观点
“十四五”时期中国企业主体创新发展的问题及对策
摘要
“十四五”时期,在全球经济增速放缓、中美科技竞争升级等因素的叠加影响下,加之中国企业在部分领域逐渐逼近世界科技前沿,中国企业创新发展的外部环境将发生深刻变化。创新人才供给不足、知识产权保护制度发展滞后、创新要素配置导向偏差、持续深入嵌入全球创新体系受阻等问题将对中国企业进一步攀升国际创新链条产生不利影响。建议政府多方施策,推动结构性产业政策向创新导向政策转变,制定实施更加有利于企业创新的共性技术供给政策和高端人才引进政策,同时建设更具协同性的新兴技术治理政策体系,强化新兴技术标准和创新生态建设的多边合作,为企业主体创新塑造更好的国内国际环境。
关键词
企业创新;创新政策;多边合作
基金项目
中国社会科学院登峰战略优势学科(企业管理学)和国家社会科学基金重点项目“新型举国体制下促进使命导向型重大创新的政府行为模式与边界研究”(20AGL005)的资助。
“十三五”时期,中国企业创新能力明显提升,成为促进经济增长模式从投资拉动向创新驱动转型的关键主体。“十四五”时期,在全球经济增速放缓、中美科技竞争升级、逆全球化趋势抬头等多重因素的叠加影响下,中国企业创新发展的外部环境将发生深刻变化。面对此百年未有的大变局,政府有必要多方发力,推动产业政策资源配置从结构导向转为创新导向,建设更具协同性的新兴技术治理政策体系,强化新兴技术标准和创新生态构建的多边合作,加快填补产业共性技术供给缺口,以此推动产业创新体系与服务体系进一步改善,从而支持企业主体夯实创新能力基础、在全球科技版图中争取更重要位置。
1 “十三五”时期中国企业主体创新发展现状
“十三五”时期,以高新技术企业为代表的创新型企业主体对中国经济增长表现出显著的带动作用,各年度规模以上高技术制造业增加值增速都超过同期规模以上工业企业增加值增速和GDP增速3个百分点以上。即便新冠肺炎疫情冲击了中国企业经营,高技术产业也率先回升,很快实现了逆势增长。整体来看,“十三五”时期中国企业主体在创新活动规模、创新投入、外部创新合作和创新产出等方面表现出如下特点。
(一)创新活动规模扩张
随着创新在市场竞争和核心竞争力培育方面的重要性日益凸显,从事创新活动的企业主体数量和比重均呈现上升态势。据2020年国家统计局企业创新调查结果显示,2019年全国规模以上企业中有45.15%开展了不同类型的创新活动,比2016年增加6.05个百分点;有41.7%实现了不同类型的创新,比2016年增加5.6个百分点。在愈加普及的创新活动背后,是快速增长的企业研发机构和机构人员规模。2019年,规模以上企业办研发机构数量达到95459个,人员规模达到341.63万人。
在创新活动更加普及的同时,中国企业主体创新仍然以组织创新和营销创新为主,产品创新和工艺创新的普及程度较低。2019年,在规模以上企业中,有34.68%实现了组织创新或营销创新,但只有25.63%实现了产品或工艺创新(图1),仅有8.48%同时实现了四类创新(组织创新、营销创新、产品创新、工艺创新)。与2016年相比,实现组织创新或营销创新的规模以上企业比重增长了10.48%,但实现产品或工艺创新的规模以上企业比重只增长了3.63%。以此而言,中国企业主体管理创新(如组织创新和营销创新)的普及率增速远高于技术创新(如产品创新和工艺创新)的普及率增速。
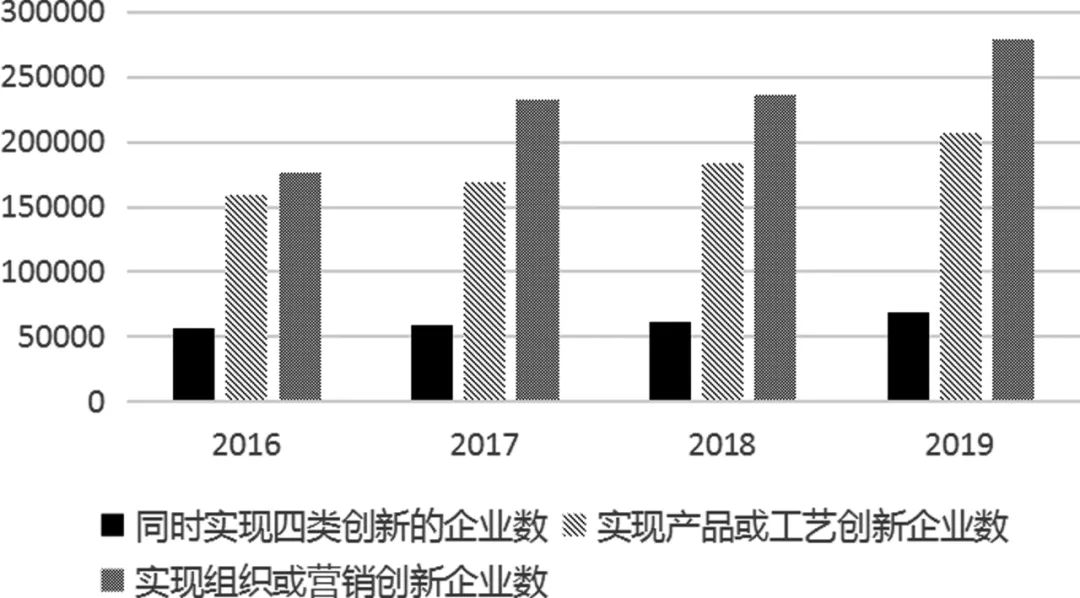
图1 全国规模以上企业不同类型创新活动情况(2016—2019年)
资料来源:《全国企业创新调查年鉴(2020)》
(二)研发投入持续增长
在科技竞争压力增大的市场因素和创新支持力度加大的政策因素共同作用下,企业部门的总体研发投入明显增加,在全社会研发投入中已经占据稳定而重要的位置,其中高技术产业的研发投入占全社会研发投入的比重保持在18%左右。具体地,从研发经费投入来看,2019年全国企业内部研发支出1.69万亿元,较2016年增长39.34%;其中,规模以上企业内部研发支出1.40万亿元,较2016年增长27.65%。从研发投入强度来看,2019年全国规模以上企业的内部研发支出占企业主营业务收入的比重达到1.31%,较2016年上升了0.41个百分点。从研发人员投入来看,2019年全国企业研发人员全时当量为366.84万人年,较2016年增长21.79%;其中,规模以上企业研发人员全时当量为315.18万人年,较2016年增长16.63%。
随着内部研发投入增长和研发规模扩大,中国企业群体与美国等发达国家企业群体的研发投入差距继续缩小。从研发投入总量来看,根据OECD(2021)的最新数据,从2011年到2015年,中国企业研发投入与美国企业研发投入的相对比例从63.48%提高到79.01%;从2016年到2019年,这一比例进一步突破80%,达到82.69%。从全球领军企业来看,中国企业正逐步提升自身在全球创新链上的影响力和竞争力。欧盟委员会发布的“2500家全球研发投入最高公司”年度榜单显示,2008年金融危机以来,榜上中国企业比重稳步增加(图2),且研发投入增速远高于全球平均增速。2008年①,中国只有15家企业上榜,仅为美国的2.82%;2019年,中国上榜企业达到536家,为美国的69.16%。尽管中国上榜企业研发投入总额与美国上榜企业差距仍然较大(2018年仅占后者的34.17%),但华为、阿里巴巴等少数中国创新型企业巨头研发投入极高,已占据前百位的领先位置。
- 2008年榜单统计对象是全球研发投入最高的1350家企业。
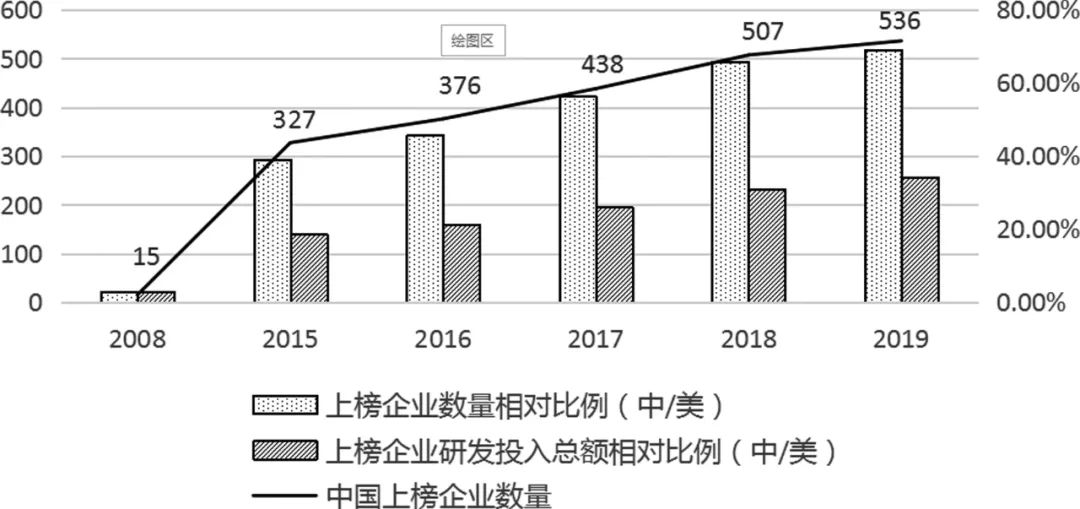
图2 “2500家全球研发投入最高公司”中美两国上榜企业比较
资料来源:历年The EU Industrial R&D Investment Scoreboard
(三)创新合作日益活跃
随着产业技术范式革新提速,中国企业外部创新合作实践越来越普遍,但在规模和力度上还难以与内部创新活动相比。一方面,众多企业选择通过开放式创新整合外部创新资源,在分散创新风险的同时,加快创新速度。从2016年到2019年,全国开展创新合作的规模以上企业数量从12.02万家增加到16.42万家,增幅达到36.63%(图3);开展创新合作的企业占全部规模以上企业的比重也从16.5%增加到20.40%。另一方面,从2016年到2019年,外部研发经费支出占中国规模以上企业创新费用的比重始终保持在4%左右,而内部研发经费支出占比则稳定在60%以上,表明中国企业开展外部创新合作的整体意愿变化不大。
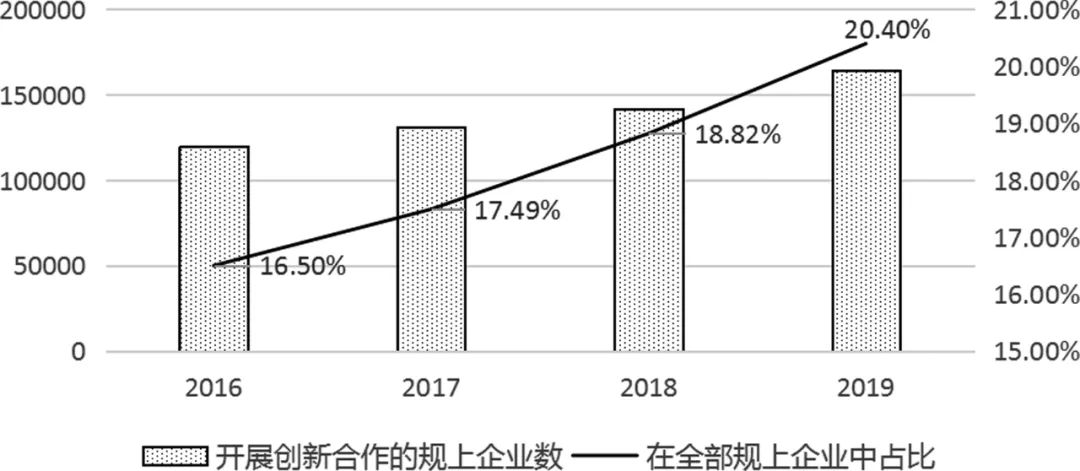
图3 全国规模以上企业创新合作情况(2016—2019年)
资料来源:《全国企业创新调查年鉴(2020)》
在外部创新合作中,围绕产业链上下游开展的创新合作更加活跃,供应商与客户始终是中国企业最主要的外部合作创新伙伴。根据国家统计局最新数据,2019年,在有外部创新合作活动的规模以上企业中,有45.73%与客户开展了合作,39.06%与供应商开展了合作。值得注意的是,开放式创新平台已经成为中国企业汇集创意与资源、激发颠覆性创新的最重要途径。《2020大企业开放创新研究报告》显示,中国大企业主要采取建设创新性平台、与高校等科研机构合作、战略并购、建设创新实验室、设立孵化器、开展股权投资等途径整合外部资源,其中又以建设创新性平台最为普遍(表1):建设创新性平台高居所有开放式创新途径的首位,被高达88.46%的大企业采用;相比之下,与高校等科研机构合作虽然居于开放式创新途径的第二位,但仅被73.08%的大企业采用。
表1 大企业采用各种外部协作创新途径的比例(2019年)
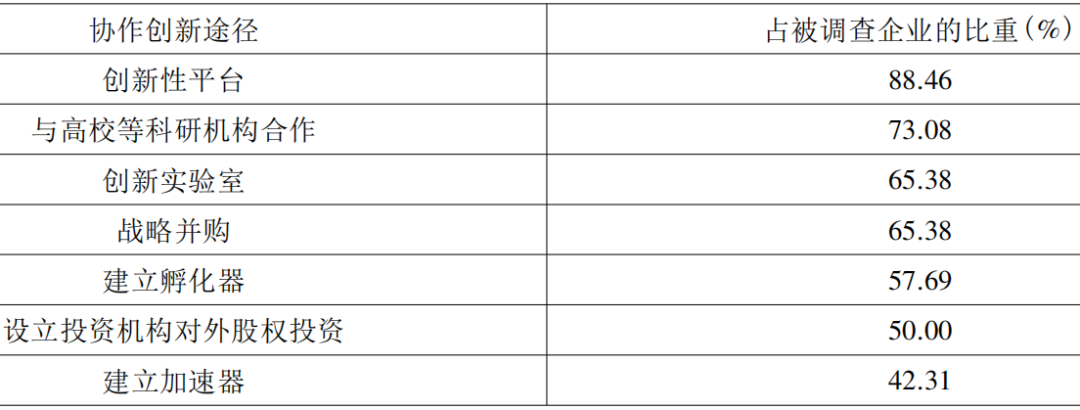
资料来源:《2020大企业开放创新研究报告》
(四)创新产出量质齐升
在创新活动愈加普及、创新投入强度增大的背景下,中国企业主体创新产出的数量与质量显著提升。从产出数量来看,2015年至2019年,中国规模以上企业年度专利申请数从63.85万件增加到105.98万件,其中发明专利申请数从24.57万件增加到39.88万件,发明专利申请占所有专利申请的比重保持在40%左右。此外,2015年至2019年,中国规模以上企业拥有的有效发明专利数从57.38万件快速增加到121.81万件,五年间增长率超过100%。从产出质量来看,根据数据宝发布的《A股研发投入排行榜》和《A股研发强度排行榜》,A股相关公司知识产权的产出也同步大幅增长。截至2020年底,A股上市公司拥有的核心专利(发明专利)数量48.75万件,同比增长10%;总专利数量合计168万件,同比增长6.8%。核心专利数量增幅远高于总专利数量增幅,显示出A股上市公司在研发质量上的巨大进步。
从创新产出质量看,国际专利申请成果体现出中国企业不断上升的知识产权实力和竞争力。根据国家知识产权局发布的数据,2019年中国通过世界知识产权组织《专利合作条约》(PCT)途径提交5.899万件专利申请,比2018年增长10.8%;超过美国的5.784万件,成为提交国际专利申请量最多的国家。当年,中国共有13家企业进入PCT专利申请全球50强,有4家企业进入PCT专利申请全球前十强,成为拥有PCT专利申请前十强企业最多的国家。除了通过国际组织机制在海外积极申请专利,中国企业直接在国外申请专利的动作也越来越频繁。美国商业专利数据库(IFI Claims)发布的数据显示,2018年,中国企业在美获得专利数量逆势增长,中国也成为当年获得的美国专利数量相比2017年实现增长的唯一主要经济体(表2)。2019年和2020年,中国保持了在美国申请并获得专利的高增长态势,连续两年成为获得美国专利数量增速最快的经济体。
表2 各国各年度在美获得专利数量(2016—2020年)

资料来源:IFI Claims Patent Services
2 “十四五”时期中国企业主体创新面临的问题与形势
“十四五”时期,中国企业在部分领域逐渐逼近世界科技前沿,创新发展的外部环境也在发生鲜明变化。一方面,中美贸易摩擦对中国企业持续嵌入全球创新体系、利用全球创新资源、进入全球创新产品与服务市场带来重大挑战。另一方面,随着全球产业技术范式变革、新兴技术创新应用步伐加快,新兴技术和新兴业态也给创新治理带来了新问题。在这样的大背景下,当前中国企业在创新资源供给、创新收益获取方面还面临着一些系统性、制度性障碍,对其进一步提升创新能力和动力、攀升国际创新链条造成了不利影响。
(一)创新人才供给不足问题凸显
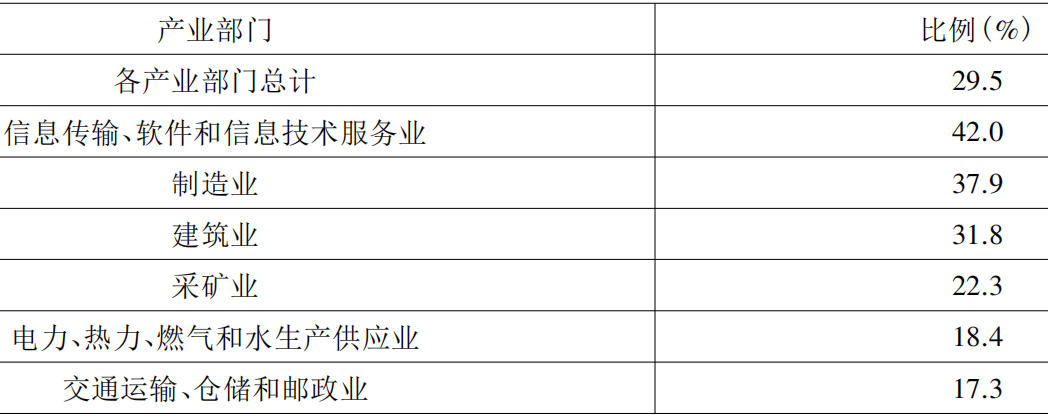
创新人才供给不足成为现阶段阻碍中国企业主体创新的显著原因,是各地区、各产业、不同规模企业创新面临的普遍障碍。据2019年全国企业创新调查显示,29.5%的被调查企业将“缺乏人才或人才流失”列为阻碍创新的首要因素;且不论企业规模、所在地区和所在产业,该因素都是影响企业创新的最重要障碍。整体而言,企业规模越大,在创新活动中面临人才缺乏障碍的比例越高(44.3%)。即使企业位于教育水平较高、人才内向流动活跃的东部地区,在创新活动中面临人才缺乏障碍的比例也非常高(30.1%),甚至高于一般意义上人才供给更加不足的中西部地区。值得注意的是,信息产业和制造业作为新工业革命和数字经济发展的最重要支撑部门(贺俊,2021),人才缺乏问题尤为严重(表3)。2019年,中国信息传输、软件和信息技术服务业企业有42%将“缺乏人才或人才流失”视为创新的主要障碍,居于所有产业部门首位;紧随其后的是制造业企业,有37.%认为“缺乏人才或人才流失”已经成为创新的主要障碍。
表3 将“缺乏人才或人才流失”视为创新主要阻碍因素的企业比重(2019年)
资料来源:《全国企业创新调查年鉴(2020)》
尤其值得注意的是,在中国企业主体技术水平靠近全球前沿、有条件的企业开始从事产业驱动型基础研究的情况下,产学研机构之间存在人才流动的制度性障碍,却使得企业主体难以建立稳定的基础研究人才队伍。2019年,国务院发展研究中心对北京、江苏、广东三地的调研显示,即使是建有国家实验室、已经嵌入国家基础研究体系的企业,也普遍缺乏基础研究人才。首先,基础研究人才集中在高校、科研院所等公共科研机构。编制、人事关系、职称评定等制度限制,使得这些高端人才一旦向体制外流动,则很难再回归体制内发展通道。其次,公共科研机构培养、引进基础研究人才以学术成就为评价标准,与企业的科研人才需要存在差距。向体制外流动的基础研究人才在进入企业后,常常不符合企业实际需要。最后,由于企业缺少引进高端人才资质认定、优秀科研人员职称评定的自主权,加之高端人才的全球流动日益频繁,企业难以有效稳定其基础研究队伍(吕薇和王明辉,2019)。
(二)知识产权保护制度发展滞后
随着知识产权成为企业竞争焦点,知识产权保护的客体范围随着技术创新和商业模式创新而不断扩大,无论是在国内市场,还是在国际市场,中国企业都进入了知识产权摩擦高峰期。然而,当前中国知识产权制度变革和知识产权保护实践滞后于改进需求,在新兴技术领域和商业模式保护、跨领域融合创新成果保护、知识产权协同治理机制等方面都存在欠缺。第一,新技术、新业态和新商业模式加速涌现,其可专利性与可保护性存在争议。例如,人工智能是企业创新的重要方向,加快发展人工智能事关中国能否抓住新一轮科技革命和产业变革机遇,但迄今为止,中国未在立法层面和政策层面上对人工智能创造物的版权问题作出回应。第二,随着制造业与服务业融合,工业化与信息化融合,融合创新产生的跨界知识成果在专利保护、数据权属等方面都需要产业垂直管理部门、知识产权管理部门、知识产权保护部门之间系统性的战略安排。如何在融合创新的各类主体之间合理分配知识产权,同时预防垄断,是中国知识产权制度面临的重大挑战。
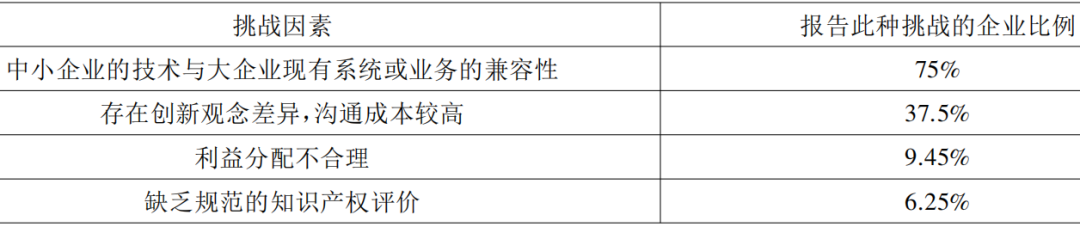
需要指出的是,尽管中国知识产权保护制度还有待完善,但目前的知识产权保护力度已经能够有效支撑企业创新协作,知识产权纠纷已经不再是企业外部创新协作的主要障碍。根据《2020大企业开放创新研究报告》披露的2019年调查结果,在中国大企业与中小企业的创新合作中,75%的受访企业认为创业公司的技术与大企业现有业务和系统的兼容性是协同创新的主要难题,而仅有6.25%的受访者认为知识产权纠纷是大中小企业协同创新的主要障碍(表4)。
表4 大中小企业协同创新的主要挑战(2019年)
资料来源:《2020大企业开放创新研究报告》
(三)创新要素配置导向存在偏差
创新政策是规避市场失灵、引导创新要素合理化配置、缓解市场失灵问题的必要手段。然而,在中国既有的选择性产业政策框架下,政策思路往往注重产业项目集聚,而忽视创新要素集聚;注重产业规模和数量的扩张,而忽视产业附加值和产出效率的提高。现有的产业政策和创新政策(特别是地方政策)在引导创新要素合理配置的导向上存在一定偏差。
第一,部分城市过早“去工业化”,导致工业发展空间萎缩,存在制造业生产链与创新链脱节的危险。2015年到2020年,中国经济服务化趋势明显,工业增加值占GDP比重从40.84%下降到37.82%。工业增加值占比下降虽是产业结构调整正常的表现,但过快下降势头却是一些地方政府片面追求服务业增加值高占比带来的不正常结果。一些大城市有意推动“腾笼换鸟”,压缩工业用地面积,限制制造业新增项目落地,先进制造业项目因为用地问题而被搁置或外迁,致使具有本地优势的创新链缺少产业化支撑。
第二,尖端研究领域投入不足,真正体现综合国力和国际竞争力的高精尖产品和装备创新供给不足。“十三五”时期,尽管政府在不同时期多次出台引导政策,但低水平重复建设和周期性产能过剩问题仍然比较突出。产业政策执行“一刀切”、产业准入条件不科学、新兴产业规划导向作用、要素价格市场化改革滞后等因素共同作用,致使光伏、工业机器人等新兴产业出现过热现象,反而影响了工业投资在不同创新领域的合理配置。
第三,创新政策制定与实施的精准度、协同性、灵活性不足,造成政策资源投入未能按照预期进入创新型企业。首先,部分政策在具体的执行落实层面和企业需求脱节,很多中小型创新企业难以全面享受到资金扶持、税收减免、融资支持等优惠政策。例如,不少地方政府设立了各类产业发展基金,但这些基金为追求收益、防范风险,对投资项目设立了过高门槛,操作过程繁琐,没有发挥政府资金引导作用。其次,政策措施之间协调性较弱。很多规划、政策密集出台,但后续的配套资金、扶持政策跟进速度不够,而且各部门各地区相关政策之间存在交叉,政出多门的现象时有发生。
(四)持续嵌入全球创新体系受阻
受中美贸易摩擦升级影响,中国企业全球创新合作受阻的情况越来越严重,持续深度嵌入全球创新体系面临重大挑战。拜登政府上台之后,虽然先后叫停了特朗普政府对抖音和微信的封杀令,但对中国的科技竞争战略进一步升级。2021年6月,美国参议院通过的《2021年美国创新与竞争法案》,将此前多项对华科技竞争与打压相关法案整合为“一揽子”法案,旨在推动全球前沿技术创新体系“去中国化”:
一是在立法层面更加系统地封锁美中在基础研究、前沿技术领域的科技合作和人才流动,切断美国尖端人才和技术对华溢出渠道。此前,美国政府对美中科技合作的单边保护主义倾向虽然越来越明显,但多数措施(如缩短中国留学生签证有效期、限制“千人计划”专家申请美国防部科研项目等)属于临时的分散措施。《法案》则重点针对基础研究和前沿领域,以高端人才计划为对象,以联邦科研资金为“指挥棒”,对限制美中科技交流与合作作出了系统性安排,意在封锁美中科研人员、科研机构、乃至高技术企业之间的合作通道。
二是重点限制中国企业在美开展产业共性技术研发活动与新兴产业投资活动,提高美国国内关键共性技术转化落地速度和供应链复原能力,在避免美中产业硬“脱钩”、维持供应链稳定的同时,迟滞中国新兴技术学习和产业化的步伐。例如,针对新兴领域关键共性技术开发和扩散应用,《法案》重点围绕2014年启动、旨在促进先进制造共性技术发展的“美国制造计划”,一方面要求联邦政府采取多样化措施,促进该计划产出的共性技术和相关产品技术尽快在美国国内落地投产,另一方面要求商务部建立正式的审查程序,禁止中国企业参与“美国制造计划”项目或该计划支持的制造业创新中心。
三是全方位加强美国在新兴技术国际标准制定、标准治理、竞争规则体系构建中的主导权,压制中国企业在全球新兴产业格局中日益增强的影响力。《法案》对此提出,在国内战略上,标准化工作应优先聚焦于新兴技术领域,明确各领域标准制定的核心机构、关键人才以及必须争取的国际领导职位。在工作机制上,确保政府与私营部门之间有效协同,协助私营机构制定标准化战略、战略性地参与国际标准制定、并争取相关组织的领导职位。在国际合作上,确保美国和传统盟国在国际标准制定和标准治理方面保持协作,建立基于新标准体系的全球竞争规则和排斥中国企业的国际贸易壁垒。
综上可见,美国持续升级的对华科技打压,旨在破坏中国利用全球人才、知识产权等创新要素实现技术赶超的路径。同时,与特朗普政府在“美国优先”外交政策下与中国单边脱钩的战略不同,拜登政府积极落实重返多边主义、强调全球治理的外交政策,为美国在更大范围内孤立中国关键领域科技企业打造有利的国际环境。例如,白宫在2020年10月提出要构建针对中国的科技民主联盟,欧洲并未立即作出回应;但11月拜登开始权力移交后,欧盟随之发布《欧盟—美国全球变化新议程》,倡导在新兴技术领域打造科技民主联盟,并建议成立跨大西洋贸易和技术理事会。这些举措很可能会逐步推动全球创新体系走向“去中国化”,极其不利于中国与全球创新链形成“你中有我、我中有你”的国际分工合作格局,对中国企业深度嵌入全球创新体系带来严峻挑战。
3 “十四五”时期促进中国企业创新发展的政策建议
针对中国企业在“十四五”时期创新发展面临的关键问题和形势变化,中国政府有必要从大国博弈角度出发,推动结构性产业政策向创新导向政策转变,制定实施更加有利于企业创新的共性技术供给政策和高端人才引进政策,同时建设更具协同性的新兴技术治理政策体系,强化新兴技术标准和创新生态的多边合作,为企业主体创新塑造更好的国内国际环境。
(一)推动政策资源从产业导向转为创新导向
第一,政策资源配置的指向应由特定产业转向技术创新。对于优先发展的战略性产业,政府的作用更多是倡导和协调,而不过多动用财政补贴、税收优惠等货币政策直接干预资源配置。政策资源配置的标准指向新“技术”而不是新“产业”,将财政补贴、税收优惠等货币政策资源导向通用技术和共性技术,引导企业向创新性领域投资。促进传统的产业增长政策让位于产业创新政策,以创新政策统领产业政策体系。
第二,产业政策的基本取向应当适时从过去以促进制造业做大规模转向切实提升制造业的创新能力,特别是原始创新能力。在服务业比重逐步提高而制造业比重不断下降的背景下,应当认识到,制造业的独特性和重要性主要体现在其相对于第一产业和第三产业的活动和产品的复杂性方面。对于制造业和三次产业结构变动的理解,应当超越二、三产业孰重孰轻之争,以推进制造业创新发展为根本目标,加快制造业企业由大到强的转变。
第三,构建更加科学、灵活的产业政策和创新政策工具组合,而不是过度依赖财政补贴或税收优惠等少数政策工具。税收优惠基于企业的研发投入,有助于降低政策实施对企业创新活动的微观信息要求,但可能扭曲企业的创新投资结构。财政补贴基于企业的创新价值,有助于缓解税收优惠带来的激励扭曲,但存在补贴资金被挪作他用、评审专家寻租等风险。产业基金基于企业的财务回报,有助于提高政策资金使用效率,但难以有效促进投资周期长、投资风险大的共性技术创新。未来应根据不同政策措施的优缺点,进一步优化政策工具组合,更加精准有效地响应动态的产业发展情况和多样的创新促进需求。
(二)完善共性技术供给和高端人才引进政策
第一,依托海外高层次人才、而不是依托既有的科研院所,全新设立中国工业技术研究院,作为中国制造业共性技术供给的重要机构。借鉴国际成熟共性技术研究机构的普遍规则,该院应采取“公私合作”的运营模式,运营经费大约1/3来自于国家财政,1/3来自于各级政府的竞争性采购,1/3来自于市场。研究人员收入宜以具有竞争力的固定报酬为主,项目收入仅作为研究人员的报酬补充,避免研究内容和项目设置的过度商业化;研究院的机构设置按照产业发展需求、而不是学科体系设置,研究人员的考评以社会贡献、而不是纯粹的学术成果为主,以此保证研究成果的应用服务功能。建议设立配套的引导资金,支持该院向技术领先的创业企业、科技型中小企业等具有较强社会外部性的企业扩散研发成果。
其次,选取重点行业重建有利于共性技术研发和扩散的公共创新载体平台体系。下定决心解决阻碍公共创新载体平台体系发挥作用的体制机制问题,在容错制度、知识产权转移转化制度等方面寻求突破,为各个载体和平台发挥主动性、探索实施更加符合自身定位的运营模式松绑,从根本上提高参与主体的积极性和整个公共创新载体平台体系的市场活力。针对不同类型公共创新载体平台面临的制度障碍分类施策,避免“一刀切”的制度或固化落后的制度影响公共创新载体平台的制度创新。积极吸收国内外创新中心涌现的先进体制机制,一方面加强事后监督与评估考核,倒逼公共创新载体平台提高质量,一方面为各级决策者和管理者松绑放权,为制度创新打造良好的创新环境。
第三,构建基于国际规则的高端人才平台和移民环境。近期美国在遏制高科技人才对华流动上频繁采取措施,进一步加剧了中美科技人才争夺的制度非对称性。建议中国从制度建设入手,扭转引才弱势。首先,聚焦基础研究领域和中国具备领先潜力的关键新兴领域,集中力量突破美方限制,提升引才精准度和引才质量。其次,加快推动科技体制改革,形成符合国际治理规范和激励规范的科研制度,构建符合全球高端人才规则偏好的国际化引才平台。最后,对用才、留才环节加以精心设计和长期跟踪,缩小中国在多元文化、工作环境、居留环境上的对美差距,确保人才“引得进、过得好、留得住”。
(三)建设更加协同的新兴技术治理政策体系
第一,建立集中统一领导的数字经济工作机制。
数字经济是当前新兴技术应用的最主要方向,而其发展需要网信工信、外交外宣、军民融合、科技标准、发改财政、国资国企的一致行动。在美国大力构建数字经济举国体制的同时,中国仍然缺少统一的对美反制政策体系。建议在国家层面设立数字经济安全与促进领导小组,以分管副总理为最高领导,以工信部为牵头机构,由工信部、国家发展改革委、网信办、科技部、财政部、商务部、国资委、外交部等部委主管领导组成。领导小组应着力强化中国数字经济部署的部际协同,对5G、集成电路、人工智能等数字经济关键技术和战略性产业的发展路径进行跨产业统筹和统一领导。
第二,建立沟通有效的专家咨询和决策支持机制。
建议数字经济安全与促进领导小组下设产业链安全委员会、技术委员会、基础设施委员会、商业应用委员会、公共应用委员会、人才保障委员会等专业委员会和专家组,以及数字经济国家基金等其他支持性机构。建议改变此前中央政府主要通过临时性小范围研讨、分散了解数字经济不同领域技术发展和竞争动态的做法,在委员会和专家组之间建立常态化的面对面对话机制,及时掌握数字经济发展的最新动态,从被动应对美国战略调整向前瞻性地引导中美博弈走向转变。
第三,进一步提高企业在数字经济战略决策过程中的参与度。
目前,中国数字经济的战略决策主体以政府部门和行业公共科研机构为主;企业参与主要体现在事后的政策实施环节,在事前决策中的参与方式以不定期接受政府咨询为主,造成部分政策未能与产业发展尤其是跨产业协同发展的实时需求精准对接。鉴于企业对科技和产业竞争环境变化最为敏感,建议吸纳更多领军企业和核心节点企业的战略性领军人才进入“定方向、定调子”的事前战略决策流程,保证相关决策能够有效及时响应快速变化的中美数字经济博弈现实。
(四)强化新兴技术标准和创新生态多边合作
第一,推动新兴技术发展导向从“全面赶超”向“不对称优势+全球创新链”转变。
目前,中国科技政策和产业政策事实上以“全面赶超”为导向,在美国大力宣扬“中国安全威胁”的舆论环境下,极易造成各国对中国掌握全球新兴技术治理权的忧虑。对此,中国应尽快确立“不对称优势+全球创新链”的创新发展导向,对照WTO改革要求和CPTPP等多边规则,清理调整国内不合规的产业政策,确保中国符合继续融入全球多边体系的条件;同时释放中国对外合作并非单一输出“中国标准”的清晰信号,打造更加有利的国际合作环境。
第二,加强国际新兴技术标准和安全标准合作。
首先,以维护现有国际标准组织、尤其是中国已掌握一定话语权的国际标准组织的权威性为首要目标,从国家整体利益出发,策略性地谋求领导席位和专业席位,避免因局部利益影响中美科技和新兴产业竞争大局。其次,针对美国试图开发推广新技术路线、分裂全球统一标准的企图,中国应一方面避免标准分裂造成全球市场碎片化,一方面前瞻性地瞄准多路线布局的技术制高点,加强整体研发攻关和专利布局,形成专利反制能力。最后,倡导发起多国参与的国际数字安全联盟,依托ITU、3GPP等国际通信技术组织成立安全实验室,开展国际公认的安全评估,形成基于技术的数字安全原则、安全标准和话语体系,打破美国单方主导的政治化数字安全体系。
第三,在新兴技术的特定优势领域与各国共建“脱美”微生态。
当前,中国面临着不少技术“卡脖子”问题,特别是基础软件、集成电路等数字经济关键技术的“卡脖子”问题。长期来看,要解决这类“卡脖子”问题,除了既有产业体系内的自立与反制措施外,更具战略性的做法应当是在新兴技术和数字经济领域寻求颠覆性突破,与欧洲协力构建“脱美”微生态。首先,以新兴领域为突破口,充分利用中国数字平台优势、市场规模优势和应用场景优势,辅以技术标准和技术协议的主导权分享,吸引德、法等欧洲工业强国与中国合作,加快发展面向企业用户的产业互联网平台,培育中欧主导的平台体系。其次,在“数字一带一路”倡议下,面向中东、非洲、东南亚、拉美等地区发展中国家的现实需求,充分利用中国在信息基础设施和消费者数字应用领域的技术优势和成本优势,通过对数字基础设施建设以及电子商务、移动支付、数字媒体等的一揽子投资,扩大数字经济合作的广度和深度。
参考文献
①创业邦研究中心:《2020大企业开放创新研究报告》,2020年。
②贺俊:《制造强国建设的关键维度和战略要点》,《改革》2021年第2期。
③吕薇、王明辉:《鼓励企业多渠道参与基础研究》,《经济日报》2019年8月19日。
④OECD,Statistics:Gross domestic expenditure on R&D by sector of performance and type of R&D.Data Extracted On Nov 17,2021.
江鸿 中国社会科学院工业经济研究所副研究员,研究方向为产业经济
贺俊 中国社会科学院工业经济研究所企业创新研究室主任,中小企业研究中心主任、研究员、博士生导师
发表于《宏观经济研究》2021年12期
Copyright © 上海仪器仪表行业协会 版权所有 沪ICP备08100447号

